製鋼工程図PROCESS

1. 材料・副材料の装入
原材料は工場から出る加工屑、自動車の解体工場から出る解体屑や、建築物を解体したときに出る鉄くずです。これらの鉄くずをバックに配合し、電気炉に装入します。

2. 電気炉で溶解
電気炉はアーク放電と呼ばれる雷に似た放電を発生させ、その放電熱によって原材料である鉄を溶解する方法です。当社の電気炉では一工程約70トンを溶解しており、効率よく溶解させるため3回に分けて装入して溶解します。

3. 電気炉より出鋼
電気炉で溶解精錬された鉄(1600℃前後)を電気炉を傾け、炉底出鋼口から「取鍋」と呼ばれる容器に移します。ここまでの平均所要時間は約60分ほどです。

4. 炉外精錬
炉外精錬にはさまざまな方法がありますが、東京鋼鐵ではスラグ改質と溶鋼の脱硫、アルゴンガスで攪拌して介在物の除去に優れたLF(Ladle Fuenace)方式を採用。取鍋に移した溶鋼を電気炉と同様にアーク放電で加熱、石灰やマンガン・シリコンなどの副資材を投入し鋼材の化学成分が規格に定められた数値となるように、成分の微調整を行い連続鋳造に入ります。

5. 連続鋳造
炉外精錬した溶鋼は「タンディッシュ」と呼ばれる容器に一時的に蓄え、底部からの下の鋳型に流し込んで水で冷やします。溶鋼が凝固して鋼片となり、所定の長さに切断します。
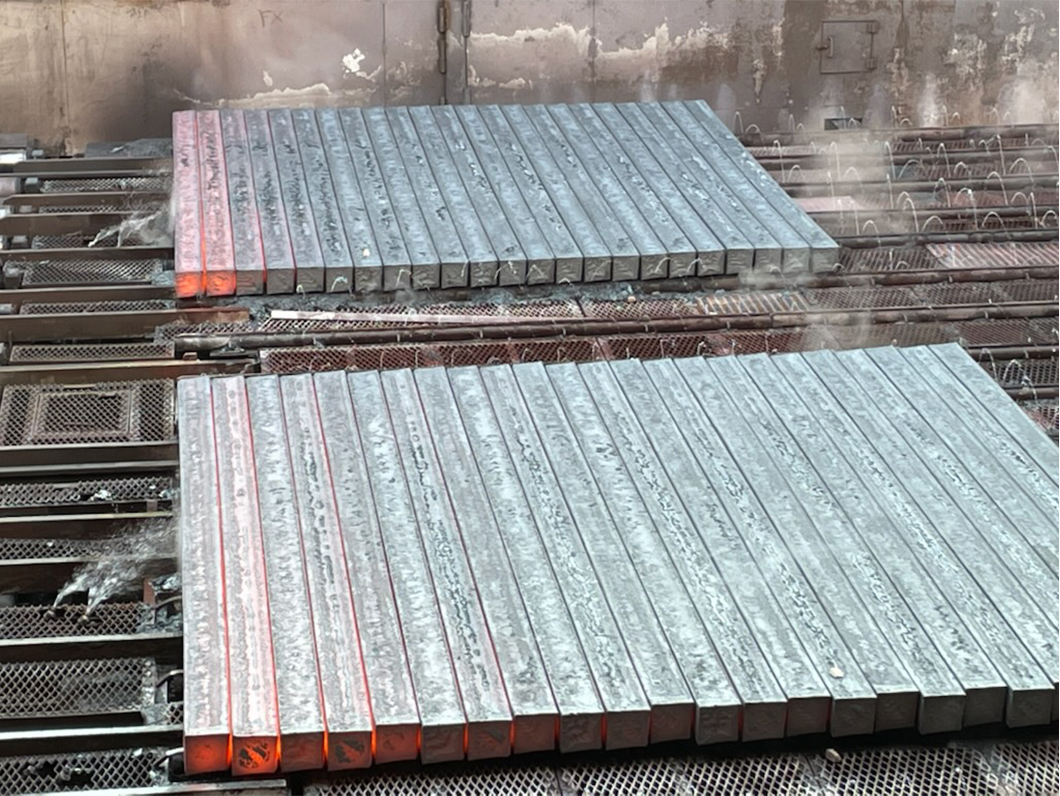
6. ビレット
連続鋳造機での工程を終え、所定の重量と長さであることが確認され四角柱状の鋼片は「ビレット」と呼ばれています。その一部は熱いうちに圧延工程に送られますが、台湾・韓国などの鉄鋼メーカーに輸出するものは、一旦水で冷却して出荷します。
圧延工程図PROCESS

1. 加熱炉
加熱炉はビレット(材料)を熱間圧延できる温度(約1000℃)まで加熱する設備です。当社では、加熱用バーナーとしてリジェネバーナーシステムを採用しています。そのため効率の良い排熱回収でき、エネルギー使用料の削減、CO2排出量の削減を実現しています。

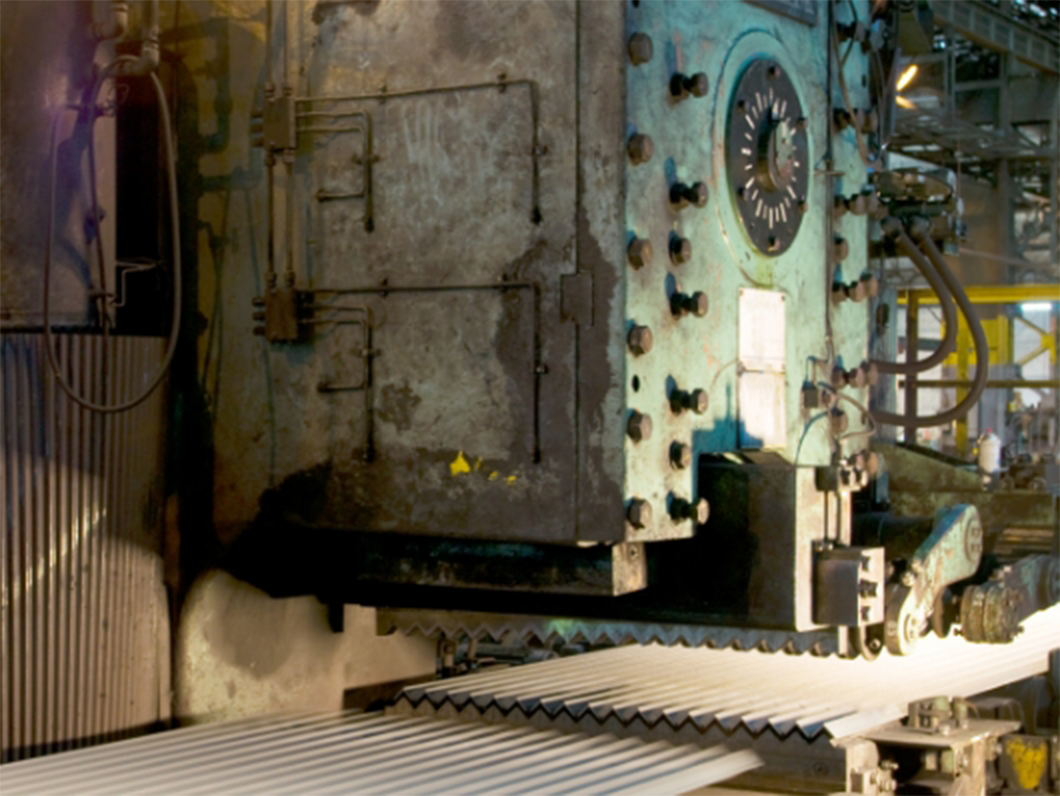
2. 圧延機
加熱されたビレットを連続する12基の圧延機で圧延し、規格に適合した等辺山形鋼を製造します。

3. 矯正機
約60mに圧延された材料は、冷却時に傷が発生するため、矯正ロールを通し直線度を均一にします。
4. コールドシャー
矯正された材料を5.5m,6m~12mの1mピッチでお客様の注文に合わせ定尺切断します。

5. 自動段積装置
定尺切断された材料は検査コンベア上で製品検査員により外観、寸法、曲がりの検査を行います。
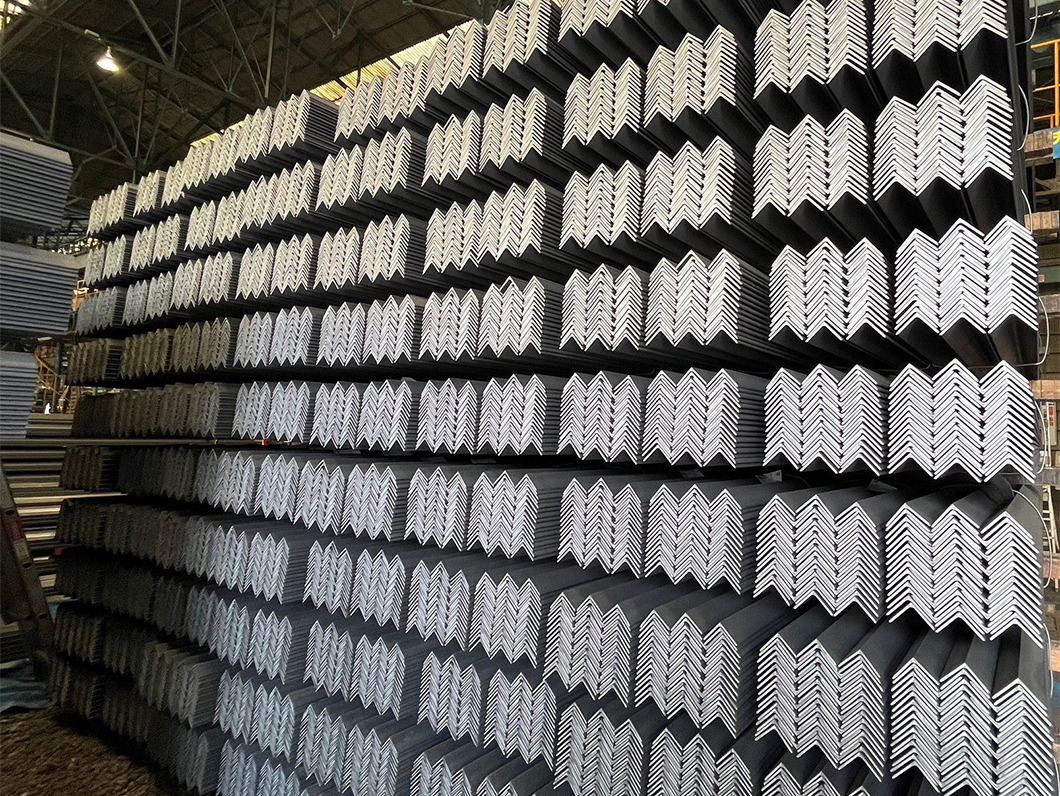
6. 製品倉庫
段積、結束され荷札を付けた製品は、倉庫にサイズ別、長さ別に山積みし保管します。注文に応じて出荷担当者がクレーンでトラックに積み込み出荷します。当社の製品は、建築・土木、船舶・機械用として市場に供給しています。